

生产工艺
响板(Soundboard)
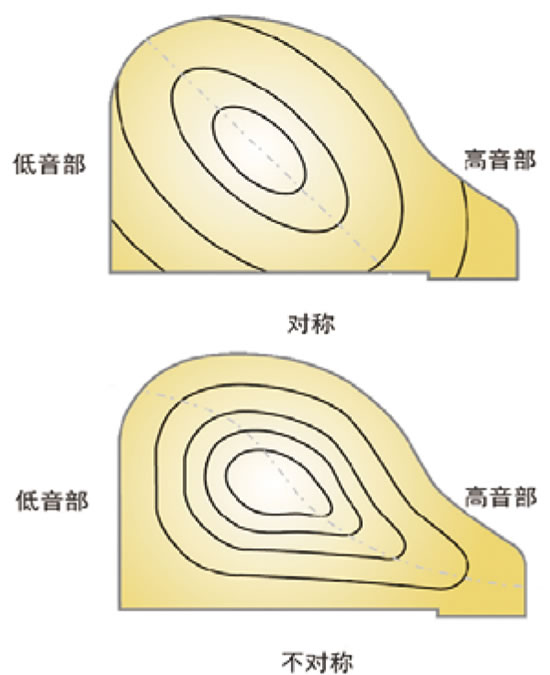
等高线构造的Solid Spruce响板
只用好木材是无法做出好的响板,响板的重要性是将各音域的震动原封不动的进行传达。为此普拉姆伯格三角钢琴使用了从响板的重力中心向外越扩越薄形成不对称的加工方法。其结果低音和高音的回声在特性上具备了最佳的均衡,因此能如实表现演奏者的多种音色。世界上只有1~2个公司具备这种用不对称型锥度进行制作的技术, 而且这种技术只用于高级三角钢琴的生产线上。根据顶尖 CNC Machine加工的不对称结构的等高线式响板,从低音部最强的敲击键到高音部最弱的触键,可呈现出丰富的音色和具有个性的声音。

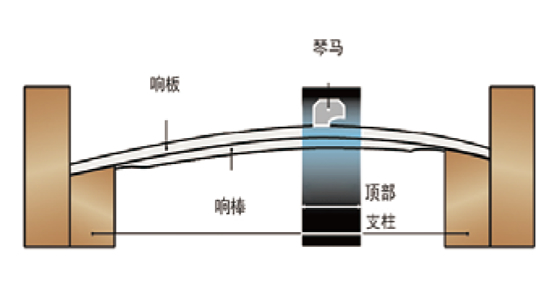
琴马(Bridge)
垂直型琴马琴马能支撑20吨以上弦的张力,是连接响板,将弦的振动传达给响板的重要核心零件。普拉姆伯格三角钢琴的琴马是多层薄板通过模具成型的。此时根据声学工程,按硬枫木的木纹理(Grain)垂直方向立式进行制作,做好的琴马能马上适应响板的增幅方向,共鸣能达到最大化,弦的震动能更快的传达到响板上。琴马的整个工艺是通过最尖端的 CNC Machine实现的,因此是手工制作无法比拟的精密加工。
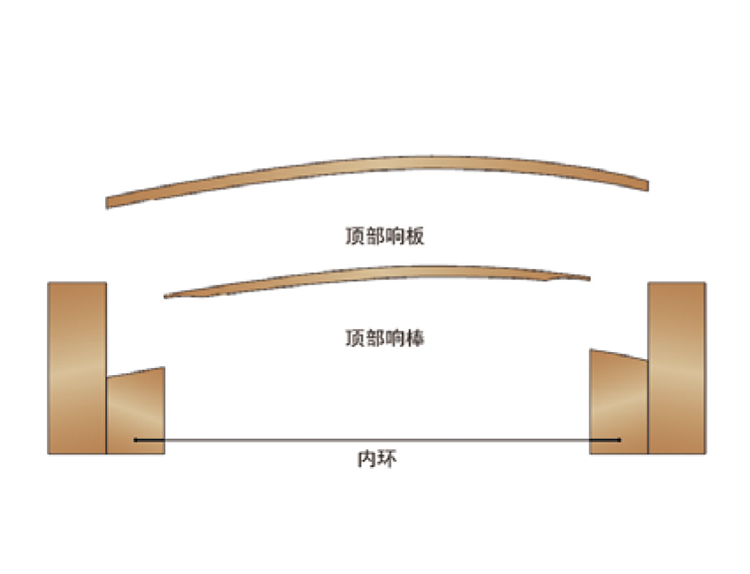
响棒(Concave)
不对称曲线板冠响棒,完美的对称不一定是最好的。与一般的响板设计不同,普拉姆伯格钢琴的响棒是不对称形状。响棒的顶点不是支撑响板的中心而是支撑琴马的接触部位,因此能有效地向整个乐器传递能量。这是被誉为最顶尖乐器的德国产钢琴的设计精髓。微凸的响板在钢琴设计中是非常重要的因素。响棒将传递到这种响板的震动(声响能量)增幅的同时还起到长时间维持微凸音响板外形 (Crown)的作用。如此,肉眼看起来非常简单的钢琴的各种零件,钢琴制作时严格遵守着各种音响理论及传统手法,充分体现了其特点。
内环(Inner Rim)
根据5Axis CNC的内环倾斜加工-与德国贝希斯坦、赛乐尔等世界优秀的钢琴公司达成了技术联盟,持续进行开发。内环的倾斜加工是首先用CNC Machine切割后,用内环精确地连接响板板冠曲线从而形成并维持响板板冠,这能维持响板具备柔韧性而进行震动的弹性。换句话说,等高线结构的板冠响板和不对称曲线的板冠响棒连接后在被倾斜加工的内环上准确连接响板和响棒的板冠曲线,从而完成响板的三重曲面结构(oncave结构),由此诞生出了普拉姆伯格钢琴的优美音色。

键盘(Key)
演奏家和乐器接触的键盘是制作完美触感的重要因素。普拉姆伯格钢琴使用了优质云杉木减轻键盘重量的同时提高了灵敏度和均衡度。而且,为了防止手指滑落黑键使用了天然的黑檀木。

踏板(Pedal)
变更为德国式踏板,其防噪音性能和耐久性都有所提高。进入19世纪和20世纪后在经典音乐演奏中成为必备的要素,持音踏板是热情的学生或者音乐会演奏家们所追求的。 Sustain, Sostenuto, Shift 三种踏板的设计能使脚的触感变得容易而准确,能完美的表现出演奏者细腻的情感。

击弦机(Action)
弱音到强音,连贯而有力的传达演奏者的感情和想要表达的东西。普拉姆伯格钢琴的击弦机设计能通过音来表现并且能完美的反应出演奏者细腻的感情。所有击弦机零件根据适合的用途使用了精确加工的最高级实木复合板,在自动化生产线上进行精密的组装,因此长时间使用也能维持正确的动作和最佳的触感。行动轨道为了坚固的击弦机组装和稳定性及性能,使用了木制轨道。

音锤(Hammer)
只采用德国进口的100%羊毛音锤。音锤是决定钢琴音质的首要因素,并且在演奏者通过指尖感受触感中起着最大的作用。如上所述,除了主材料羊毛或者打磨好的音锤形态以外,中心销、锤柄等每个击弦机零件建立着有机关系起着各自的作用。击弦机的数百个杠杆运动的轴,即中心销维持着零件间正确的排列。零件之间出现严重的阻力或摩擦时灵敏度会降低,但普拉姆伯格三角钢琴使用了镀镍后磨光的中心销,实现了最佳的触感。为了能按照演奏者的意图准确的传达力和速度,需要音锤细致的均衡,为此普拉姆伯格三角钢琴使用了8角形的锤柄。 8角形能使锤柄变得薄而轻的同时将力分散到柄上,其结果速度和反映得到了惊人的提升。高音中锤柄变得更轻,达到了感觉上的平衡,而旋转运动中则可以给予更大的力量。

CNC (5-AXIS)加工
现有的根据X,Y,Z三个轴运作的三轴CNC机器上加了两个B, C轴,依靠五个轴可像手腕关节一样由工具运作着加工曲面的机器。这种机器通常使用在汽车公司或者航空公司等需要超精密加工的地方。为了使钢琴的品质提高到世界巅峰水平,普拉姆伯格钢琴采用五轴 CNC机器加工。现今世界知名钢琴企业大部分都已经在使用五轴 CNC机器加工钢琴。排除了通过人手加工产生的误差和残次品,通过准确的三维曲面设计和 CNC机器进行精确的加工,使钢琴的回声和耐久性得到显著的提升。